ÇELİK NEDİR?
ÇELİK, bir Demir (Fe) Karbon (C)
alaşımıdır. C’dan başka farklı oranlarda alaşım elementleri ve empürite (saf
olmayan, kirlilik yaratan) elementler bulunur. Çeliğe farklı özellikler
kazandıran içerdiği elementlerin kimyasal bileşimi ve çeliğin içyapısıdır.
Çeliğe değişik oranlarda alaşım elementleri katılabileceği gibi, çeşitli
işlemler (ıslah, normalizasyon vs.) ile içyapı da kontrol edilerek kullanım
amacına göre değişik özelliklerde çelik elde edilir.
Manganez (Mn), Fosfor (P), Kükürt (S)
ve Silisyum (Si) üretim sırasında hammaddeden kaynaklanan elementler olup,
çelik bünyesinde belirli oranlarda bulunur. Diğer elementler ise (Cr, Ni
vs.) ferro-alyajlar halinde istenilen miktarlarda çelik bünyesine ilave
edilir.
Çelik demir cevherinden veya hurdadan
geri dönüşüm ile iki şekilde üretilmektedir. Sıvı çelik üretildikten sonra
döküm ile ingot olarak veya sürekli döküm yöntemi ile kütük veya blum olarak
şekillendirilir.
Vasıflı Çelikler alaşımsız, düşük
alaşımlı ve alaşımlı çelikler olup, kitlesel olarak üretilen çeliklerden
bazı noktalarda ayrılmaktadır. Bu noktalar;
-
Üretim yöntemi,
-
Üretim araçları,
-
Alt limitlerde bulunan S, P ve diğer empüriteler ile
çözünmüş gaz miktarları.
Çelikler
genel olarak aşağıdaki şekilde sınıflandırılmaktadır;
-
Karbon ve alaşımlı çelik olarak bileşimlerine göre,
-
Üretim yöntemlerine göre
-
Son üretim yöntemine göre
-
Ürün şekline göre
-
Kullanım yerleri, üretim programları ve deoksidasyon
durumlarına göre
Çeliklerin temel özellikleri aşağıdaki
gibi özetlenebilir;
-
Çeliklerin büyük çoğunluğu ısıl işlemlere karşı
duyarlıdır. Kimyasal bileşimin yanı sıra uygulanan ısıl işlemler
sonucunda istenen sertlik, mekanik ve fiziksel özellik, elektriksel
özellik, korozyona ve yüksek sıcaklığa dayanım özelliklerine tam olarak
kavuşturulabilir.
-
Çelikler yapılarının gerektirdiği sıcaklıklara kadar
ısıtıldıklarında şekillenme özelliğine kavuşur (haddeleme, presleme,
dövme).
-
Ayrıca kimyasal bileşim ve içyapı olarak uygun olan
çelikler haddeleme, presleme gibi yöntemlerle soğuk olarak da
şekillendirilebilir.
-
Talaş kaldırıcı tezgâhlarda işlenerek, istenilen şekil
ve yüzey düzgünlüğüne getirilebilir.
-
Kimyasal bileşim olarak uygun olan çelikler kaynak
işlemi ile birleştirilebilir.
-
Çeliklerin büyük bir bölümü çeşitli yöntemler ile metal
ile kaplanmaya, emaye yapılmaya, boyanmaya ve plastik maddeler ile
kaplanmaya elverişlidir.
ULUSLARARASI ÇELİK STANDARTLARI
TS – Türk Standartları
Çeliklerle ilgili Türk Standartları’nın hazırlanmasında DIN-Alman
Standartları esas alınmış olup, Alman Standartları bölümünde yer alan
açıklama ve örnekler Türk Standartları için de geçerlidir.
DIN – Alman Standartları
Alman Standartlarında malzeme tanımlaması için 3 değişik sistem
kullanılmaktadır.
-
Malzeme Numarası
-
Çeliğin çekme dayanımına göre kısa işareti
-
Çeliğin kimyasal analizine göre kısa işareti
-
Karbon Çelikleri
-
Düşük Alaşımlı Çelikler
-
Yüksek Alaşımlı Çelikler
Malzeme Numarası= a. b c d e
a= Malzeme Cinsi (çelik için 1)
b=Çelik Türü
c=Çelik Türü (Alt Grup)
d e=Sıra No
 Çeliğin
Çekme Dayanımına Göre Kısa İşareti: Çeliğin
Çekme Dayanımına Göre Kısa İşareti:
Çeliğin minimum çekme dayanımı (Kgf/mm2) esas alınarak gösterilir.
Örn:
St 37
En
az 37 Kgf/mm2 veya 370 N/mm2 çekme dayanımına sahip
olan çeliği tanımlar.
Çeliğin Kimyasal Analizine Göre Kısa İşareti:
·
Karbon Çelikleri
“C”
ön harfi ile tanımlanır ve “C” harfinden sonra gelen sayı yüzde C miktarının
100 katını gösterir.
Ayrıca diğer özellikler “C” harfinden sonra k, m, q ve f harfleri konularak
tanımlanmaktadır.
|
Harfler
|
Tanım
|
|
Ck
|
Genel amaçlı kaliteli
karbon çelikleri( Düşük P ve S)
|
|
Cm
|
Kükürt miktarı belli
sınırlar içerisinde olan ıslah edilebilir karbon çelikleri
|
|
Cq
|
Soğuk
şekillendirilebilir karbon çelikleri
|
|
Cf
|
Alevle ve indüksiyonla
yüzeyi sertleşebilir karbon çelikleri
|
·
Düşük Alaşımlı Çelikler
Alaşım elemanlarının ağırlık olarak toplam miktarı %5 veya %5’ ten az
çeliklerdir. Bu çeliklerin kısa işaretindeki ilk rakam Karbon miktarının 100
katı olup, bu sayıdan sonra alaşım elementi veya elementlerinin sembolleri
ile daha sonraki sayı ve sayılarla da alaşım elementinin yüzde olarak
ağırlıkları verilmektedir. Bu sayılar aşağıdaki alaşım elementi çarpanına
bölünerek o elementin yüzde ağırlığı bulunur.
Cr, Mn,
Si, Ni, Co, W
için
“4”
Al,
Cu, Pb, Mo, V, Ti, Zr, Ti, T
için “10”
C, S,
P, N
için “100”
B
için
“1000”
Örnek
: 41Cr4
41
sayısı; 41/100 = 0,41 ortalama % C miktarını,
4
sayısı; 4/4 = 1 ortalama % Cr miktarını ifade eder.
·
Yüksek Alaşımlı Çelikler
Alaşım elementlerinin ağırlık olarak toplam miktarı %5’ten fazla olan
çeliklerdir. Yüksek alaşımı belirlemek için tüm ifadenin başına bir “X”
işareti konulmuştur. “X” harfinden sonra gelen sayı ortalama C miktarının
100 katıdır. Bu sayıdan sonra alaşım elementlerinin sembolleri ile bunların
yüzde olarak ağırlıklarının miktarları verilir.
Tüm alaşım elementlerinin
çarpanları “1” olarak kabul edilir.
Örnek
: X20Cr13
20
sayısı; 20/100 = 0,20 ortalama % C miktarını,
13
sayısı; 13/1 = 13 ortalama % Cr miktarını ifade eder.
SAE / AISI – Amerikan
Standartları
SAE ve AISI sistemlerinde malzemenin kısa işareti 4 veya 5 haneli sayı
sistemi kullanılarak yapılır. 5 haneli sayı sistemi %C miktarı 1’in üzerinde
olduğu zaman yapılır. İlk 2 rakam çelik türünü, diğer 2 veya 3 rakam ise %C
miktarının 100 katıdır.
AFNOR– Fransız
Standartları
·
Çeliğin Çekme Dayanımına göre kısa
işareti (Örn:A35)
·
Çeliğin kimyasal analizine göre kısa
işareti
·
Isıl işlem uygulanabilen C çelikleri (CC işareti ile ifade edilir)
·
Isıl işlem uygulanması gereken C çelikleri (XC işareti ile ifade edilir)
·
Düşük alaşımlı çeliklerin ifade şekli DIN normundaki gibidir. Alaşım
elementlerini ifade eden harflerden bazıları değişir fakat alaşım elementi
çarpanları DIN normundaki gibidir.
·
Yüksek alaşımlı çeliklerde DIN normundaki “X” ibaresinin yerini “Z” harfi
alır. Alaşım elementleri çarpanları ise DIN normundaki gibi “1” dir.
BS– İngiliz Standartları
BS
standartlarında çeliklerin kısa işaretleri, kimyasal analizlerine göre altı
(6) haneli sayı sembol sistemi kullanılarak verilir.
İlk
üç hane Çelik türü ve ana grubunu, ortadaki hane çeliğin özelliğini belirten
harf ve son iki hanede %C miktarının 100 katını ifade eder.
|
Çelik Türü Ana Grupları
|
Tanım
|
|
000 – 199
|
Karbon çelikleri, karbon
ve manganlı çelikler
|
|
200 – 240
|
Otomat çelikleri
|
|
250 – 299
|
Silisyum ve manganlı yay
çelikleri
|
|
300 – 499
|
Paslanmaz çelikler,
ısıya dayanımlı çelikler
|
|
500 – 999
|
Alaşımlı çelikler
|
|
Harfler
|
Tanım
|
|
A
|
Kimyasal analizi
istenilen aralıklarda
|
|
H
|
Sertleşebilir eğrisi
istenilen sınırlar arasında
|
|
M
|
Mekanik özelliklere ait
değerler istenilen sınırlar arasında
|
|
S
|
Paslanmaz çelikler
|
Uluslararası
Çelik Yapım Standartları
|
DIN
|
EN
|
Çelik Kaliteleri
|
|
17100
|
10025
|
Genel Yapı Çelikleri
|
|
17200
|
10083 (Bölüm 1&2)
|
Islah Çelikleri
|
|
|
10083 (Bölüm 3)
|
Borlu Çelikler
|
|
17210
|
10084
|
Sementasyon Çelikleri
|
|
17212
|
|
Alev ve İndüksiyonla Sertleştirme Çelikleri
|
|
17221
|
|
Islah Edilebilir Yaylık Çelikler
|
|
17230
|
|
Rulman Çelikleri
|
|
17350
|
|
Takım Çelikleri
|
|
17440
|
10088
|
Paslanmaz Çelikler
|
|
1651
|
10087
|
Otomat Çelikleri
|
GENEL YAPI
ÇELİKLERİ
Türkiye 16.472.000 ton’luk çelik
üretimi ile dünya çelik üretiminde 13. sıradadır. Türkiye 2002 yılındaki
16.472.000 tonluk üretiminin 9.337.009 tonunu ihraç etmiştir. Buna karşılık
çoğunluğu (% 85) yassı ürünler olmak üzere 5.446.879 t çelik de ithal
etmiştir. Genel Yapı Çelikleri toplam çelik üretimi içinde en büyük paya
sahiptirler. Genel yapı çeliklerinin kullanımının bu derece fazla olması bu
çeliklerin standartlarına da büyük bir itina gerektirmektedir. Genel yapı
çeliklerinin belirlendiği Avrupa Standardı EN 10025 ile ilgili son
değişiklik Aralık 2000'de yayınlanmıştır. 2000 civarındaki çelik içinde en
çok kullanılanları olan bu yapı çeliklerine ve bir bakıma da her derde deva
oldukları için “genel yapı çelikleri” denilmiştir. Bunlar tarihi
gelişimlerinde, EN 10025 standardının ilk şeklini aldığı Mart 1990'da en
köklü değişimlerine uğramışlar ve başta kısa gösterimleri olmak üzere büyük
ölçüde değişmişlerdir. Özellikle çekme dayanımlarını esas alan kısa
gösterimler yerine mukavemet hesaplarında daha çok kullanılan akma
sınırlarını esas alan kısa gösterimler kullanılmıştır.
Genel yapı çeliği, çekme dayanımı ve akma
sınırı ile tanımlanan ancak biçimlendirme (ısı işlemi uygulanmamış)
suretiyle yapılan ve normalleştirme tavı uygulanmış veya uygulanmamış
durumdaki alaşımsız ve az alaşımlı çeliklerdir. Burada üst yapı, yol, kanal,
köprü vb. inşaat işlerinde kullanılan yukarıda
verilen tanıma uygun şekilde imal edilen çelik profiller, çubuklar, teller,
levhalar, şeritler, kalın ve orta kalınlıktaki saçlar ile yarı mamul ve
dökme parçaların yapımında kullanılan çelikler ele alınmaktadır. Muayene ve
deneyleri TS 2162 ye göre yapılır.
|
Yapı Çeliği Kalite Denklik
Tablosu
|
|
Malzeme No
|
DIN
|
SAE/AISI
|
AFNOR
|
UNI
|
BS
|
JIS
|
EN
|
GOST
|
|
1.0038
|
St 37-2,
S235JRG2
|
|
E24-2NE
|
Fe 360 B
|
Fe 3610B
|
|
|
St3ps
|
|
1.0570
|
St 52-3,
S355JO, S355J2G3
|
|
E36-3,
E36-4
|
Fe 510 B,
C, D
|
Fe 510 D
1 FF
|
SM490 A,
B, C
|
|
17GS
|
|
1.0060
|
St 60-2,
E335
|
A572Gr-65
|
A 60-2
|
Fe 60-2
|
Fe
590-2FN
|
SM 570
|
|
St6ps
|
|
1.0070
|
St 70-2
|
|
A 70-2
|
Fe 70-2
|
Fe
690-2FN
|
|
|
St0
|
|
1.1170
|
28Mn6
|
1330
|
20M5
|
C28Mn
|
150M19
|
SCMn1
|
28Mn6
|
30G
|
|
1.1231
|
Ck67
|
1070
|
XC68
|
C70
|
060A67
|
S70C
|
2C67
|
65G
|
|
1.0035
|
St 34-2
|
|
A33
|
Fe 320
|
Fe 310-0
|
|
|
|
|
1.0144
|
St 44-3
|
A573Gr-70
|
E 28-3
|
Fe 430B,
Fe 430C
|
Fe 430
D1FF
|
SM 400 A,
B, C
|
|
St4kp
|
I-Sınıflandırma:
Genel yapı
çelikleri en az çekme dayanımlarına göre Fe 33, Fe34, Fe 37, Fe 42, Fe 46,
Fe 50, Fe 52, Fe 60 ve Fe 70 olmak üzere dokuz sınıfa ayrılırlar. Kimyasal
bileşim işleme kırılganlığa dayanım ve kaynak edinebilme yetenekleri
bakımından ise üçe ayrılırlar.
Kalite 1:
Genel
amaçlar için kullanılan çeliktir.(Fe 37-1 gibi)
Kalite 2:
Sınırlı
amaçlar için kullanılan çeliktir.(Fe 37-2 gibi)
Kalite 3:
Özel
amaçlar için kullanılan çeliktir. (Fe 37-3 gibi)
II-Özellikler:
a)Kimyasal
Özellikler
b)Mekanik
Özellikler
c)Yapılış
Özellikleri: Genel yapı
çelikleri genellikle, sıcak haddelenerek veya sıcak dövülerek yapılır.
Kalite–1 çeliklerin üretim yönteminin saptanmasında yapımcı serbesttir ve
önceden belirtilmemiş ise, kalite–2 ve kalite–3 çeliklerinin üretiminde de
yapımcı serbesttir. Ancak istendiğinde yapımcı üretim yöntemini bildirmek
zorundadır. Biçim verme yöntemi ise Çizelge–2 de verilen dioksidasyon durumu
önceden belirtilmemiş ise, yapımcı dilediğini seçmekte serbesttir. Saç ve
levhalar uygulanacak ısı işlemleri önceden belirtilmelidir (sıcak
biçimlendirilmiş veya normalleştirme tavı uygulanmış gibi).
·
Görünüş
·
Biçimlenebilirlik
·
Kenar bükme
yeteneği
·
Çubuk
çekmeye uygunluk
·
Kalıpta
dövmeye uygunluk
·
Dikişli
boru yapımı
·
Gevrek
kırgınlığa dayanım
·
Kaynak
edilebilme
Beton Çelik
Çubukları ve Çelik Hasırları:
Bu kısımda
betonarme yapılarda beton donatısı olarak kullanılan dairesel kesitli ve düz
yüzeyli nervürlü veya profil yüzeyli beton çelik çubuklar ve beton çelik
hasırlar ele alınmakta olup ön gerilme betonda kullanılan yüksek dayanımlı
çelik çubuklu ve tellere ait özellikler verilmektedir. Muayene ve deneyleri
TS 708 e göre yapılır.
I-Tanımlar:
Beton çelik
çubuklar: Beton çelik
çubuklar yüzey şekillerine göre üçe ayrılır.
-Düz yüzeyli çelik
çubuk (D): Yüzeyinde betonla aderansı (kenetlemeyi) artırıcı nervürler veya
profiller bulunmayan yüzeyi düz dairesel kesitli beton çelik çubuğudur.
-Profil yüzeyli
çelik çubuk (P) : Haddelenme sırasında yüzeyinde betonla aderansı artırıcı
çeşitli şekilli girintiler oluşturulmuş ve genellikle beton çelik
hasırlarında kullanılan beton çelik çubuğudur.
-Nervürlü çelik
çubuk (N): Haddelenme sırasında yüzeyinde betonla aderansı artırıcı
nervürler (sürekli veya kesintili enine boyuna veya eğimli çıkıntılar veya
fitiller) oluşturulmuş beton çelik çubuğudur.
Beton Çelik
Hasırlar: Birbirine dik
doğrultuda yerleştirilmiş aynı mekanik ve yüzeysel özelliklerdeki iki dizi
beton çelik çubuklarının kesişme noktalarında, direnç nokta kaynağı veya
kelepçelerle birleştirilmesiyle oluşturulmuş hazır beton donatısıdır.
II-Sınıflandırma
a) Beton
çelik çubukları haddelenme sonucunda sertliklerine göre;
- Sıcakta
haddelenme sonucunda sertleştirilmiş (doğal sertlik) (a)
- Soğukta
işlem görerek sertleştirilmiş (b), olmak üzere ikiye ayrılır.
b) Minimum
akma sınırı gerilmelerine göre;
- Minimum akma sınırı 2200 kgf/cm2 (I)
Minimum akma sınırı 4200 kgf/cm2 (III)
- Minimum akma sınırı 5000 kgf/cm2 (IV), olmak üzere
üç sınıfta ayrılır.
c) Beton
çelik hasırlarının yapımında kullanılan IV b sınıfı çubuklar, minimum kopma
uzaması özelliğine göre;
- Minimum kopma uzaması (10) % 8 olan çubuklar (IV
bs)
- Minimum
kopma uzaması (10) % 5 olan çubuklar (IV bk) olmak üzere iki sınıfa ayrılır.
III-Özellikler:
a) Görünüş:
Beton çelik
çubuklarının ve çelik hasırlarının yüzeylerinde tufal (ayrılabilen pas),
çatlak, çentik gibi özürler, gözle algılanabilir çap değişiklikleri, nervür
bozuklukları ve eksiklikleri bulunmamalı, ayrıca çelik hasırlarda gözle
algılanabilir boyutsal bozukluklar bağlanmamış düğüm noktaları ve çarpıklık
bulunmamalıdır.
Çubuğun aynı
kesitinde ölçülen en büyük çap ile en küçük çapın farkı olan ovalık, çap
toplam toleransının % 80 inini geçmemelidir.Anma ağırlığı toleransı % 6 dır.
(1) Ağırlık
hesabında çeliğin özgül ağırlığı 7,85 gr/cm3 olarak alınmıştır.
(2) Ağırlık ve kesit
alanı toleranssız çapa göre hesaplanmıştır.
(3) 28 mm den büyük
çaptaki çubuklar özel sipariş üzerine üretilmektedir.
b) Yapılış
Özellikleri:
b.1. Çelik
Çubuklar:
Çekme dayanımı:
Çelik çubuklara çekme deneyi uygulandığında şartnameye uygun değerler elde
edilmelidir. Doğal sertlikteki çubuklarda, minimum çekme dayanımı deneysel
olarak saptanan akma sınırının en az 1.2 katı olmalıdır.
Katlama:
Düz yüzeyli çelik çubuklara katlama deneyi uygulandığında çubuklarda kırılma
veya çatlama oluşmamalıdır.
İleri-Geri Eğme:
Nervürlü veya profilli çubuklara ileri-geri eğme deneyi uygulandığında,
kırılma veya çatlama oluşmamalıdır.
Aderans Katsayısı:
Nervürlü veya profilli çubukların aderans katsayısı en az 1.4 olmalıdır.
Çatlak Katsayısı:
14 mm çaplı nervürlü veya profilli çelik çubuklarda çatlak katsayısı değeri
en az 1.3 en çok 2.0 olmalıdır.
Kaynaklanabilirlik:
Direnç alım kaynağı veya elektrik ark kaynağı yapılmış çubuklar çekme
deneyinde, kaynaklı bölgenin dışında bir kesitten kopmalı, yanımlarının
altında olmamalı ve bu değerler, aynı çubuktan alınan kaynaksız numunenin
kopmadaki çekme gerilmesi değerinin 0.90 ınından küçük olmamalıdır. Direnç
alım kaynağı yapılmış çubuklarda katlama deneyinde 60°C lik bir katlama
açısına kadar, herhangi bir çatlak veya çatlak başlangıcı görülmemelidir.
Elektrik ark kaynağı yapılmış çubuklarda eğme ve katlama deneyinde 60°C lik
bir katlama açısına kadar, gevrek kırılma olmamalı kaynakta oluşabilecek
çatlak başlangıçları ana metale işlememelidir.
b.2. Çelik
Hasırlar:
·
Çelik
hasırların yapımlarında kullanılan çelik çubukların b.1 de belirtilen
yapılış özelliklerinde olmalıdır.
·
Nokta
direnç kaynağı (ND) yalnız gerekli denetim ve kalite kontrolünün sağlandığı
işletmelerde yapılmalıdır.
·
Kaynaklı
çelik hasırı oluşturan enine ve boyuna çubuklar, bütün kesişme noktalarında
en küçük kayma dayanımını şartnamede belirtilen düzeyde olan direnç nokta
kaynağı ile birleştirilmiş olmalıdır.
·
Kelepçeli çelik hasırlarda kullanılan kelepçeler, metale veya çeliğe zararı
olmayan malzemeden yapılmış olmalı ve düğüm noktalarının taşıma ve uygulama
koşulları altında kayma, dönme veya ayrılmasını önlemelidir.
·
Çelik
hasırlarda, boyuna çubuklardan her biri veya bir bölümü yan yana konmuş çift
çubuklardan oluşturabilir.
·
Çelik
hasır oluşturan enine ve boyuna çubuklar, kenarlara en yakın düğüm
noktalarından sonra en az 2.5 cm uzatılmış olmalıdır.
·
Çelik
hasırlarda enine bir çubuğun kesit alanı boyuna bir çubuğun veya çubuk
çiftini kesit alanının en az 1/3 üne eşit olmalıdır.
c) Boyutlar:
c.1. Çelik
çubuklar:
Uzunluk:
Üretim boyları üreticinin belirttiği boylardan en çok + %2.5 farklı
olmalıdır. Kullanıcının siparişi üzerine soğuk kesimle elde edilen boylar +
5 mm ye kadar duyarlı olabilir.
Nervür Boyutları:
16 mm çapa kadar olan nervürlü çubuklarda 600 mm daha küçük çaptakiler için
1200 mm uzunluktaki bir çubuk numunesi üzerinde bütün nervürlerin
ölçülen yüksekliklerinden bir yüzde bulunanların en çok yüksekliği diğer
yüzde bulunanların en büyük yüksekliğinin %60 ından küçük olmamalıdır.
c.2. Çelik
hasırlar :
Çubuk aralıkları:
Çelik hasırlarda boyuna ve enine çubukların ararlıkları eşit veya farklı
olabilir. En küçük ve büyük ararlıklar enine ve boyuna çubuklar için 50
mm–400 mm olabilir. Boyuna çubuklar çubuk çiftlerinden oluşturulmuşlarsa
birbirini izleyen çubuk çifti eksenleri arasındaki uzaklık en az 100
mm olmalıdır.
Çubuk aralıkları
toleransları:
-Birbirini izleyen
iki çubuk aralığı için + %0,5
-En dış ve en içteki
iki çubuk arası için 25 mm den fazla olmak üzere + % 0,5 olmalıdır.
Biçim toleransı:
Çelik hasırın enine ve boyuna dış çubukları üzerinde kenarları 120 cm ve 160
cm olarak işaretlenen bir dik üçgenin ölçülen hipotenüsünün uzunluğu 200 cm
+ 3 cm olmalıdır.
Çelik çubukların anma çapları anma kesit alanları ve birim boy ağırlıkları
|
Çap (mm)
|
Alan (cm2)
|
Birim Ağırlık (kg/m)
|
|
4
|
0,126
|
0,099
|
|
4,5
|
0,159
|
0,125
|
|
5
|
0,196
|
0,154
|
|
5,5
|
0,238
|
0,187
|
|
6
|
0,283
|
0,222
|
|
6,5
|
0,332
|
0,260
|
|
7
|
0,385
|
0,302
|
|
7,5
|
0,442
|
0,347
|
|
8
|
0,503
|
0,395
|
|
8,5
|
0,567
|
0,445
|
|
9
|
0,636
|
0,499
|
|
9,5
|
0,709
|
0,556
|
|
10
|
0,785
|
0,617
|
|
10,5
|
0,866
|
0,680
|
|
11
|
0,950
|
0,746
|
|
11,5
|
1,039
|
0,815
|
|
12
|
1,130
|
0,888
|
|
14
|
1,540
|
1,210
|
|
16
|
2,010
|
1,580
|
Alaşımsız ve
Genel Yapı Çeliklerinden Yapılmış İnce Çelik Saçlar:
I-Tanımlar:
İnce Çelik Saç:
Alaşımsız ve genel yapı çeliklerinden yapılmış ince çelik saçlar
genişlikleri 600 mm veya daha büyük, kalınlığı 3 mm den az olan sıcak veya
soğuk haddelenerek yapılmış kenarları kesilmiş veya kesilmemiş yassı
mamullerdir. Muayene ve deneyleri TS 3812 ve TS 3519 a göre yapılır.
Dekupe:
Çeliklerin yüzeylerindeki yağı tufal oksit ve yabancı maddelerin
temizlenmesi için sıra ile yağ giderici asit ve yıkama bankolarından
geçirilmesi işlemidir.
II-Özellikler:
a) Malzeme:
İnce çelik saçlar alaşımsız ve genel yapı çeliklerinden yapılmış olmalıdır.
b) Yüzey
durumu: Yüzeyleri genel olarak mat yapılır. Yüzey durumu aşağıdaki 4
halden birine uygun olmalıdır.
-Tufali
alınmamış (02) : Isıtma renklenmesi ve gevrek tufala izin verilir.
-Tufalsiz
(03) : Gözenek, küçük bere ve hafif haddeleme çiziklerine izin verilir.
-İşlem görmüş
yüzey (04) : Yalnız az miktarda gözeneklere küçük berelere ve çiziklere izin
verilir.
-İşlem görmüş
iyi yüzey (05) : Gözenek küçük berte çizikler püskürtme ile yapılan takin
homojen görünümünü bozmamalıdır.
Kısa işareti 02, 03
ve 04 olan yüzey işlemleri ince çelik saçların her iki yüzeyinde
uygulanmalıdır. Kısa işareti 05 olan yüzey işlemi her iki yüzey için
istendiğinde önceden belirtilmelidir.
PASLANMAZ ÇELİK
Demirin bol olması, kolay ve ucuz elde
edilmesi nedeniyle çeliğin de kullanımı çok yaygındır. Ancak çelikte de,
demirde olan bir zayıf nokta vardır. Paslanma, diğer bir deyişle oksidasyon.
Günlük hayatımızda kullanılan eşyaların paslanması sonucu her yıl dünyada
milyonlarca dolar boşa gitmektedir. Bu kaybın büyük bir kısmı demir ve
çeliğin paslanmasından dolayıdır. Paslanmayı kısaca demirin havadaki oksijen
ile birleşmesi olarak tanımlayabiliriz. Aslında bu elektrokimyasal bir
reaksiyondur. Bu nedenle malzemenin bir yerinde başlayan paslanma boyanın
altından geçerek diğer bir yerde ortaya çıkabilir.
Sadece demir ve çelik değil diğer metaller de paslanır (örneğin; alüminyum,
pirinç, bronz gibi). Ancak onlarda malzeme ile oksijenin birleşmesinden
oluşan çok ince tabaka, daha oluşur oluşmaz malzemenin hava ile temasını
keserek koruyucu bir rol oynar, paslanmanın ilerlemesini önler. Bu tabaka o
kadar incedir ki, malzemenin rengi hemen hemen değişmez. Demirdeki
paslanmanın özelliği onun ve oksijen atomlarının boyutlarındaki büyük
farktan dolayı yüzeyde sağlam bir birleşme olamaması, paslanmanın malzemenin
içine nüfuz etmesi, sadece görüntü değil mukavemetin de bozulmasıdır.
Paslanmada havadaki nemin de etkisi büyüktür. Reaksiyondaki su miktarı pasın
rengini de belirler. Bu nedenle pasın rengi siyah veya çok koyu kahverengi
olabildiği gibi sarımtırak da olabilir. Paslanmanın hızını artıran
faktörlerden bir diğeri de tuzdur. O da bu elektro-kimyasal reaksiyonun
hızını arttırır. Kışın kar nedeni ile yollarına tuz dökülen yerler ve deniz
kenarlarında paslanma daha hızlı olur.
Paslanmaz çelikten önce, paslanmayı önlemek için malzeme boyanıyor veya
galvaniz kaplanıyordu. Bu çözümler de özellikle sağlık ve gıda sektöründe
başka sorunlar yaratıyordu. İlk paslanmaz çeliği Harry Brearley, 1913
yılında tesadüfen keşfetti. Tüfek namluları için çeşitli metalleri
birleştirerek deneyler yaparken bazılarının paslanmaya karşı dirençli
olduklarını gördü. Her büyük buluşta olduğu gibi, o da bunu sanayicilere
kabul ettirebilmek için uzun bir uğraş verdi.
Krom gibi bazı metaller, atom boyutlarının birbirine yakın olmasından dolayı
oksijenle çok kolay ve süratli birleşirler. Kalınlığı birkaç atom olacak
kadar çok ince ama çok sağlam bir tabaka oluştururlar. Başka reaksiyon olmaz.
Bu tabaka zedelense bile tekrar oluşur. Krom belli bir oranda çeliğe
katılırsa yine aynı olay olur, çelik artık paslanmaz.
Paslanmaz çeliğin içinde yüzde 10–30 krom vardır. Bu orana ve eklenecek
nikel, titanyum, alüminyum, bakır, sülfür, fosfor ve benzeri elemanlara
bağlı olarak kullanım yeri değişir.
|
Paslanmaz Çelik Kalite
Denklik Tablosu
|
|
Malzeme
No
|
DIN
|
SAE/AISI
|
AFNOR
|
UNI
|
BS
|
JIS
|
EN
|
GOST
|
|
1.4021
|
X20Cr13
|
420
|
|
X20Cr13
|
420S37
|
SUS
420 J1, JL
|
X20Cr13
|
20Ch13
|
|
1.4031
|
X40Cr13, X38Cr13
|
|
|
X40Cr14
|
|
SUS
420 J2
|
|
40Ch13
|
SICAK DALDIRMA
GALVANİZ
Demir ve çeliğin paslanmaya karşı korunmasında en akılcı
ve kesin çözüm, malzemenin
sıcak daldırma yöntemi ile galvaniz kaplanmasıdır.
Demir ve çelik malzemeler bulundukları atmosferik ortamdan etkilenerek zaman
içinde fiziksel, kimyasal, elektriksel ve diğer özelliklerini kaybederek
korozyona uğrarlar. Bu değişikliğe, “metalin paslanması” da denmektir.
Paslanma sadece görüntü bozukluğu olmayıp aynı zamanda metali aşındıran bir
kimyasal reaksiyondur. Ayrıca pas, kaynaklandığı metalden takriben 30 kat
büyük bir hacim oluşturduğundan, paslanan metalin çevresindeki elemanları da
patlatmaya eğilimlidir. Metali, paslanmayı oluşturan dış etkenlerden uzak
tutabilmek amacı ilen metal yüzeylere koruyucu yöntemler uygulanır. Bu
koruyucu yöntemlerden bazıları boya, plastik, nikel, krom, bakır ve çinko
kaplamadır. Ancak; bütün bu kaplama yöntemleri arasında çinko kaplama en
güvenli ve uzun ömürlü olanıdır.
Çelik malzemeleriniz
yaklaşık 450°C 'deki ergimiş çinkoya daldırılır.
Sıcak
Daldırma Galvaniz yönteminde çelik malzemeler ile çinko arasında oluşan
reaksiyon sonucu, malzemelerinizin yüzeyinde bir demir-çinko alaşımı meydana
gelir. Bu katmanın en üst kısma saf çinkodan oluşmaktadır. Böylelikle masif
ve metalik bir çinko katmanı ortaya çıkmaktadır (malzemeye bağlı olarak
yaklaşık 50 – 150 µm ).
Galvanizleme prosesi sırasında ortaya çıkan bu çelik ve çinkodan oluşan
alaşım korozyona karşı diğer bütün yöntemlerden daha avantajlı bir koruma
sağlar.
Bu avantajlar şöyle sayılabilir:
-
Kalın ve nüfusiyeti yüksek ve homojen bir yüzey
filmi oluşturur, diğer yöntemlerle ulaşılamayan kritik noktalar (iç
hacimler, keskin köşeler, kesim yerleri, delik yüzeyleri, boşluklar)
vs. korunmuş olur.
-
Diğer yöntemler, ufak zedelenmelere karşı çok
hassastır ve genelde korozyon bu zedelenmelerde başgösterir. Oysa
galvaniz kaplama çiziklere karşı dirençlidir ve hatta kendi kendini
onarma özelliğine sahiptir. Buna “self healing effect” ve “katodik
koruma” denir. Aynı nedenlerle, sıcak daldırma galvanizle kaplanmış
yüzeyler, darbelere karşı da görece korunmalıdır.
-
Kaplanan malzeme ile çinko metalurjik bir bağ
oluşturur ve malzeme yüzeyinde meydana gelen alaşım tabakaları dış
etkilere karşı dayanıklı bir kaplama sağlar.
-
Galvaniz, yüzey kaplama yöntemleri arasında en uzun
ömürlü olanıdır ve hiçbir bakım gerektirmez.
-
Belli bir estetik cazibesi vardır. İlk başları
parlak ve iki boyutlu kristalin bir görünüşe sahip olan kaplama
yüzeyi, zamanla matlaşarak homojen mat gri renkte bir yüzeye dönüşür.
-
Ekonomik bir yöntemdir.
Ancak, sıcak daldırma galvanizin dezavantajları da vardır:
-
Sıcak daldırma galvaniz yöntemi ile kaplanmış
metallerin onarılması ve tamiri mümkün değildir, parçanın tadilat/
onarımdan sonra bir tüm olarak tekrar galvanizlenmesi gerekir.
-
Parçaların teker teker galvanizlenmesi gerekir, yani
montajdan sonra galvaniz, sağlıklı bir yöntem değildir, parçaların
galvanizlenmesi için önce sökülmeleri, işlemden sonra da takılmaları
gerekir.
-
Küçük açıklıkları olan tanklar gibi bazı geometriler
sıcak daldırma galvanize müsait değildir, imalatçının, yapının
imalat sonrası sıcak daldırma galvaniz yöntemiyle korunacağını
bilmesi gerekir.
-
Sıcak daldırma galvaniz teşkilatı pahalı ve yaygın
olmayan bir teşkilattır, yöntemin lojistiği sorun yaratabilir.
Enti Mühendislik, TS–914, DIN 50976
standartlarına uygun şekilde bu kaplama metodunu uygulamakta ve tavsiye
etmektedir. Demir esaslı kaynaklı ve şekillendirilerek son şeklini almış
malzeme, erimiş haldeki çinko banyosuna daldırılarak yüzeyinde çinko-demir
alaşımından korozyona karşı koruyucu bir kaplama elde edilir.
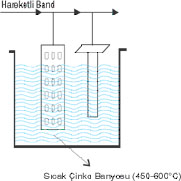
Sıcak Daldırma Galvaniz
(TS 914 EN ISO 1461)
Galvanizleme (Sıcak Daldırma), demir esaslı malzemenin erimiş
haldeki çinko banyosuna daldırılarak yüzeyinde çinko veya
çinko-demir alaşımında korozyona karşı koruyucu bir kaplama elde
edilmesi işlemidir. Kaplama kalınlığı 30-100 µ (Mikron)
TS-914
Standardına göre gerekli kaplama ağırlıkları
|
Malzeme
|
Malzeme Kalınlığı (mm)
|
Ortalama Kaplama Ağırlığı
(gr/m2)
|
Kaplama Kalınlığı (mikron)
|
|
Santrifüj yapılamayan
çelik parçalar
|
1–2 mm
|
335
|
47
|
|
2–5 mm
|
460
|
65
|
|
>5 mm
|
610
|
85
|
Değişik atmosferik ortamlarda
galvanizli malzeme üzerindeki kaplamada oluşan yıllık ortalama kalınlık
kaybı, uzun süren araştırmalar ve testler sonucunda aşağıdaki tabloda
verildiği şekilde tespit edilmiştir.
|
Ortam
|
Kalınlık
Kayıp Miktarı (gr/m2)
|
|
Şehir dışı
|
7-15
|
|
Şehir içi
|
20-40
|
|
Deniz kıyısı
|
20-50
|
|
Endüstriyel ortam
|
40-80
|
Kaplama Dayanım
Süresinin Kaplama Kalınlık ve Değişik Atmosferik Şartlara Göre Dağılımı
|
Kaplama Ağrlığı (gr/m2)
|
Kaplama Kalınlığı (mikron)
|
Şehir Dışı (yıl)
|
Şehir İçi (yıl)
|
Deniz Kıyısı (yıl)
|
Endüstriyel (yıl)
|
|
210
|
30
|
13–28
|
5–10
|
4–12
|
|
|
280
|
40
|
20–43
|
7–15
|
6–18
|
|
|
560
|
80
|
|
13–28
|
11–33
|
7–14
|
|
700
|
100
|
|
16–35
|
14–41
|
9–18
|
NEDEN SICAK DALDIRMA
GALVANİZ?
Düşük Maliyet:
Birçok uygulamada galvaniz maliyeti, alternatif kaplama maliyetinden daha
düşüktür. Boya ile karşılaştırıldığında sıcak daldırma yöntemi ile
galvanizleme maliyeti, boyama maliyetinin altına düşmüştür. Alternatif
kaplamalar (özellikle boyama) galvanizlemeye göre maliyeti daha yüksektir.
Nedeni basit: sıcak daldırma yöntemi ile galvaniz, büyük partiler halinde
birçok parçanın kısa zamanda, daha az işgücü ve düşük maliyetle
kaplanabileceği bir fabrika prosesidir.
Düşük Servis Maliyeti: Sıcak daldırma yöntemi ile
galvanizleme, başlangıç maliyetinin düşük olmasının yanında, bulunduğu
ortamın koşullarına bağlı olarak en az 20 yıl hiç bakım-onarım gerektirmeden
dayanarak kullanım süresince servis maliyetlerini de ortadan kaldırır. Oysa
boya vb. diğer kaplamalar, 20 yıl gibi uzun kullanım dönemlerinde defalarca
yenilenmeli, onarılmalıdır. Ulaşılması zor, birbiri ile içice geçmiş
yapılarda, üretimin durması mümkün olmayan tesislerde onarım yapma problemi
de ortadan kalkar.
Uzun Ömür: Her türlü ortamdaki dayanım ömrü tahmin
edilebilen ve en ağır atmosferdeki koşullarda bile uzun dayanım ömrüne sahip
olan sıcak daldırma yöntemi ile galvanizlemenin yararları, yıllardır yapılan
araştırmalarla ve tecrübelerle kanıtlanmıştır. En ağır endüstriyel ve deniz
ortamlarına en az 10–20 yıl, daha zararsız ortamlarda 25 yıldan uzun süre
bakım-onarım gerektirmeden dayanır. Bakımın şart olduğu durumlarda bile,
yapılacak işlem diğer koruma yöntemlerinin onarımıyla karşılaştırıldığında
çok basittir.
Güvenilirlik: Basit ve anlaşılır bir proses olan sıcak
daldırma yöntemi ile galvanizlemede kaplama kalınlığı (ağırlığı), tam olarak
ölçülebilir, dolayısıyla dayanım ömrü önceden tahmin edilebilir. Kaplama tüm
yüzeylerde eşdeğer koruma sağlayacak şekilde düzenlenir. Galvanizleme,
standartlarda tam olarak açıklanabilmiş birkaç kaplama standardından biridir.
Uygulama Hızı: Sıcak daldırma yöntemi ile galvanizlemede
tam bir koruma birkaç dakikada elde edilebilirken, dört kat boya işlemi için
birkaç haftalık bir zamana ihtiyaç uyulur.
Kaplama tokluğu: Sıcak daldırma yöntemi ile galvanizleme
çelikle metalürjik bağ kurulabilen tek kaplama prosesidir. Bu özelliğinden
dolayı galvanizli çelik, taşıma, depolama, nakliye ve montaj aşamasında
malzemenin maruz kalabileceği mekanik hasarlara karşı en büyük direnci
gösterir. Bu da galvanizli çeliğin deniz aşırı ülkelerde dahil bütün dünya
ülkelerine nakliyesini sağlar. Bununla birlikte galvanizlenmiş çeliğin
tokluğu, aşınma probleminin olabileceği durumlarda, çeliği kullanıma uygun
bir malzeme yapar.
Bütünsel Kaplama: Sıcak daldırma yöntemi ile galvanizleme,
çeliğin ergimiş çinkoya daldırılarak kaplanması olduğundan, malzemenin içi,
dışı, köşeleri, yüzeyindeki dar boşluklar da dahil, başka şekilde korozyona
karşı korunması mümkün olmayan bütün ayrıntılar çinko kaplanır. Bununla
birlikte fırçayla, spreyle ve diğer daldırma yöntemleriyle yapılan
kaplamalarda ince kalan köşe ve kenarlar, sıcak daldırma yöntemi ile
galvanizlemede gerektiği kalınlıkta kaplanır.
3 Yönlü Koruma: Galvaniz çeliği üç ayrı şekilde korur.
Birincisi, aşınma hızının yavaş olması kaplamaya uzun ve önceden tahmin
edilebilir bir dayanım ömrü verir. İkincisi, kaplamanın katodik koruma
özelliğidir. Galvanizli çelik üzerinde küçük bir alanda matkapla delik
açılırken, kesme işlemi yapılırken veya malzeme hasara uğradığında yüzeyde
oluşan çizikler, çinko tarafından oluşturulan korozyon ürünleri tarafından
kapatılarak korunur. Üçüncüsü, hasar gören bölge daha büyük olduğunda çinko
kaplama, çeliğe göre daha elektronegatif olduğundan çelikten önce korozyona
uğrayarak çeliği korumaya devam eder.
Kalite Kontrolde Kolaylık: Kaplama kontrolü, kaplamanın
standartlarına (ASTM A 123, BS 729, DIN 50976, TSE 914) uygun kalınlıkta
yapılıp yapılmadığının kontrolüdür. Testler mikrometre veya tahribatsız
muayene ölçüm aletleriyle kolayca yapılıp, standartlara uygunluğu
karşılaştırılır
Hızlı Montaj:
Galvanizlenmiş çelik, kullanıma hazırdır. Yüzey temizleme, boyama, muayene
gerektirmeden montajı yapılabilir.
Kaynaklar:
|
